News

From Plant Floor to Top Floor: PDA Featured in Control Design
President Jeremy Anderson spoke with Control Design about how PDA connects plant floor data to the business systems above it. Highlights below. Data with context PDA’s most innovative work links...
Read More
Tune in to hear from our President, Jeremy Anderson, on the CSIA Podcast!
Jeremy recently sat down with the Control System Integrators Association to talk about PDA’s journey – from a home office in Erie in 2002 to becoming KRONES Group’s digitalization arm...
Read More
The Convergence of IT and SCADA: A New Model for Industrial Automation Development
For decades, industrial control systems and enterprise software evolved along separate paths. Control systems prioritized reliability and stability; enterprise software prioritized speed, iteration, and scalability. Today, those worlds are beginning...
Read More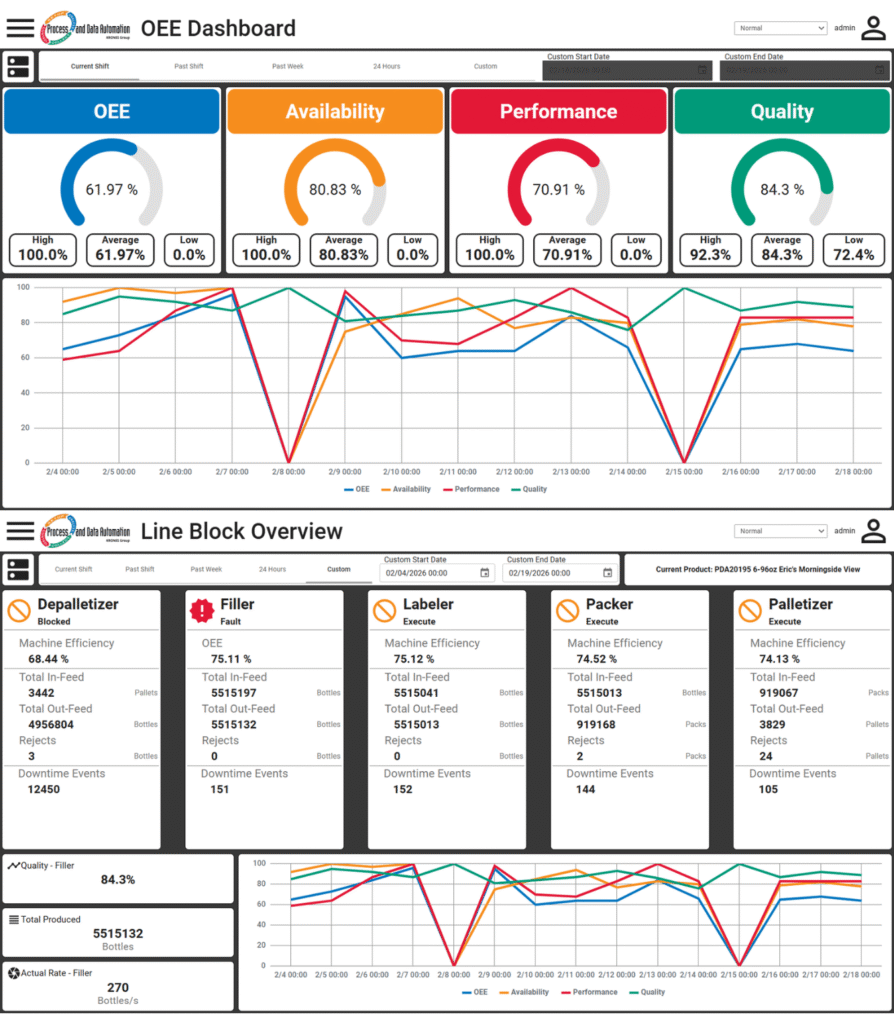
PDA is Developing a New Manufacturing Intelligence Platform
Process and Data Automation (PDA) is developing a new manufacturing intelligence platform that provides manufacturers with clear, actionable insight into equipment performance, and improved production efficiency. Delivered as a branded,...
Read More
Krones’ Line Management (LM) Software – A Solution Delivered Through International Collaboration
It is critical for multi-national software providers to capture feedback and integrate users’ information into their plans to achieve long-term success in a competitive landscape. International cooperation promotes cross-country knowledge...
Read More
Ryan Salvato Joins Process & Data Automation
We’re thrilled to welcome Ryan Salvato to the Process & Data Automation (PDA) team! Process and Data Automation, a member of the KRONES Group, is a leader in industrial automation,...
Read More
Enhancing High-Speed Bakery Performance with Inductive Automation Ignition
Process and Data Automation (PDA) recently collaborated on a project that revolutionized the operations of a renowned manufacturer of individual packaged pies and baked goods. The company’s rapid expansion necessitated...
Read More
Ignition’s Perspective – the perfect tool to use inside plants
The complexion of plant automation is evolving and clients realize that the term “automation” means much more than physical processes. Users are increasingly seeking out applications that do more and...
Read More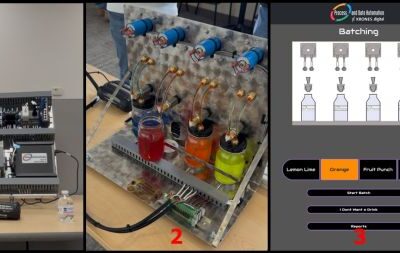
Tabletop Batching System Helps with Recruitment for PDA
Graduation can be an exciting and confusing time in the life of a soon-to-graduate student. Whether they are advancing from high school, tech school, or a university program, they are...
Read More
Optimizing Manufacturing Operations: The Importance of the Plant Engineer
Plant engineers ensure that a facility’s existing infrastructure and equipment are functioning properly and efficiently. They support the deployment of new equipment and required facilities upgrades to facilitate continual improvement...
Read More