April 16, 2026Jeremy recently sat down with the Control System Integrators Association to talk about PDA's journey - from a home office…
April 16, 2026Jeremy recently sat down with the Control System Integrators Association to talk about PDA's journey - from a home office… April 6, 2026The beverage industry is facing a paradigm shift: Instead of relying on retrospective dashboards, leading companies are embracing digital twins…
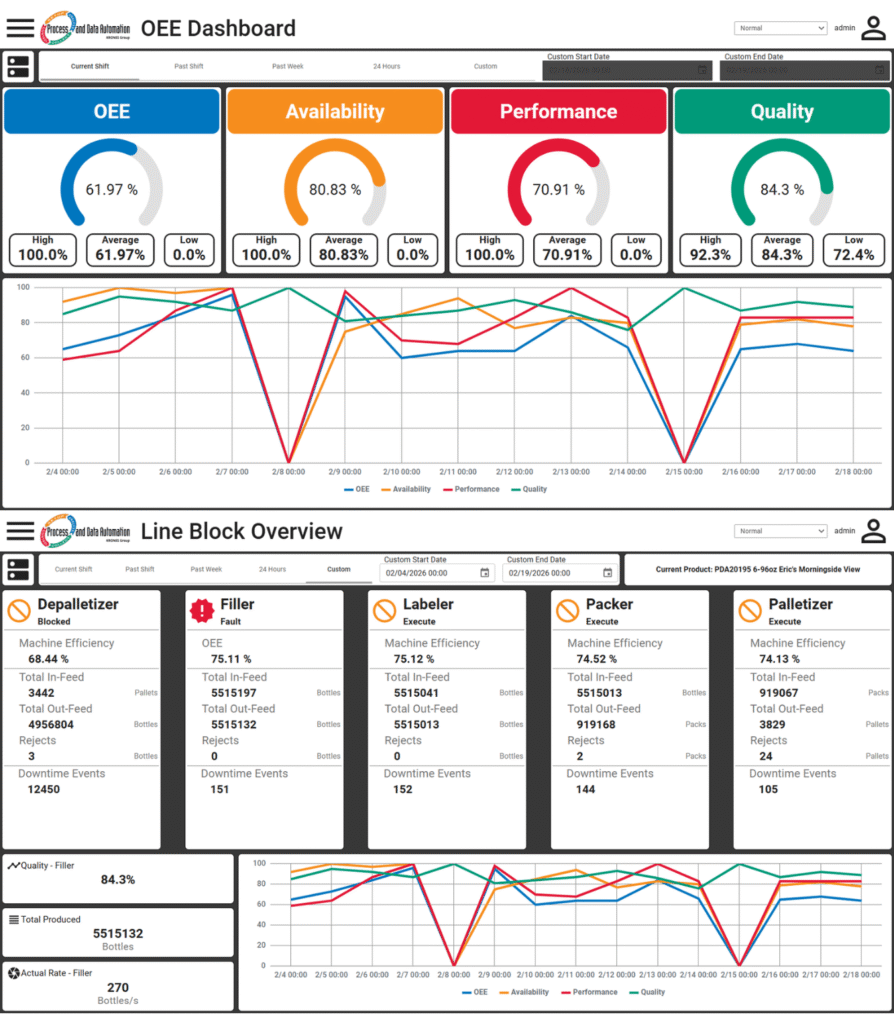
April 6, 2026The beverage industry is facing a paradigm shift: Instead of relying on retrospective dashboards, leading companies are embracing digital twins… March 16, 2026For decades, industrial control systems and enterprise software evolved along separate paths. Control systems prioritized reliability and stability; enterprise software…
March 16, 2026For decades, industrial control systems and enterprise software evolved along separate paths. Control systems prioritized reliability and stability; enterprise software… February 16, 2026Process and Data Automation (PDA) is developing a new manufacturing intelligence platform that provides manufacturers with clear, actionable insight into…
February 16, 2026Process and Data Automation (PDA) is developing a new manufacturing intelligence platform that provides manufacturers with clear, actionable insight into… January 16, 2026Process and Data Automation, LLC (PDA) is proud to announce that we have achieved Premier Integrator status, the highest level…
January 16, 2026Process and Data Automation, LLC (PDA) is proud to announce that we have achieved Premier Integrator status, the highest level… December 8, 2025At Process & Data Automation (PDA), we have always believed in pushing boundaries to serve our clients with excellence, innovation,…
December 8, 2025At Process & Data Automation (PDA), we have always believed in pushing boundaries to serve our clients with excellence, innovation,… October 30, 2025Central Penn Business Journal and Lehigh Valley Business have named Process & Data Automation (PDA) as one of the Best…
October 30, 2025Central Penn Business Journal and Lehigh Valley Business have named Process & Data Automation (PDA) as one of the Best… October 28, 2025It is critical for multi-national software providers to capture feedback and integrate users’ information into their plans to achieve long-term…
October 28, 2025It is critical for multi-national software providers to capture feedback and integrate users’ information into their plans to achieve long-term… October 9, 2025We’re thrilled to welcome Ryan Salvato to the Process & Data Automation (PDA) team! Process and Data Automation, a member…
October 9, 2025We’re thrilled to welcome Ryan Salvato to the Process & Data Automation (PDA) team! Process and Data Automation, a member… September 10, 2025Process and Data Automaton (PDA) is launching their Adoption Assurance program to help their clients turn information into action on…
September 10, 2025Process and Data Automaton (PDA) is launching their Adoption Assurance program to help their clients turn information into action on…